
Поставщики Китая: классы изоляции высоковольтных двигателей?
2026-03-24
Если говорить о китайских поставщиках высоковольтных двигателей, то вопрос изоляции — это первое, на чем спотыкаются многие заказчики. Часто думают, что раз уж двигатель высоковольтный, то и изоляция у всех примерно одинаковая, ?по ГОСТу? или ?по IEC?. На деле же разброс огромный, и именно здесь кроется либо надежность на десятилетия, либо преждевременный выход из строя всего узла. Сам сталкивался с ситуациями, когда двигатель вроде бы прошел приемочные испытания, а через полгода работы в режиме частых пусков начинаются пробои. И начинаешь разбираться — а там материал изоляции не соответствует заявленному классу нагревостойкости, или технология пропитки была упрощена. Вот об этом и хочу порассуждать, без глянца, как есть.
Что на самом деле означают эти классы изоляции?
Когда видишь в каталоге маркировку изоляции класса F или класса H, кажется, что все просто: цифра — это допустимая температура. Но нюанс в том, что это класс нагревостойкости самой изоляционной системы, а не просто провода. Система — это комбинация материалов: проводник, изоляция витка, пропитка, корпусная изоляция. И если хотя бы один компонент ?не тянет? на заявленный класс, весь двигатель не соответствует ему. У многих китайских производителей, особенно из второго-третьего эшелона, бывает, что на бумаге стоит F (155°C), а в реальности используется лако-пропиточный состав, рассчитанный на B (130°C). Почему? Потому что дешевле. И двигатель, может, и проработает, но запас по перегрузке и срок службы будут значительно ниже.
На практике это выливается в следующее: заказчик покупает двигатель для работы в жарком цеху, ориентируясь на класс F. А при вскрытии после поломки видишь потемневшую, потрескавшуюся изоляцию — явный признаок перегрева выше допустимого для использованных материалов. И начинается спор с поставщиком. Поэтому сейчас мы всегда запрашиваем не просто сертификат, а протоколы испытаний конкретной изоляционной системы на нагрев от независимой лаборатории. И желательно, чтобы в протоколе был указан не только конечный результат, но и метод испытаний — например, по IEC 60034-18-31.
Еще один момент, о котором часто забывают, — это совместимость материалов. Допустим, используется современная полиимидная пленка, которая сама по себе тянет на класс H (180°C). Но если ее пропитывают обычным эпоксидным компаундом с более низкой термостойкостью, то ?бутылочным горлышком? становится именно пропитка. Вся система будет работать по характеристикам самого слабого звена. Видел такие двигатели у одного поставщика из провинции Цзянсу — на вид все отлично, но термопара в критической точке показывала быстрый перегрев именно в зоне пропитки лобовых частей.
Опыт работы с конкретными поставщиками: удачи и провалы
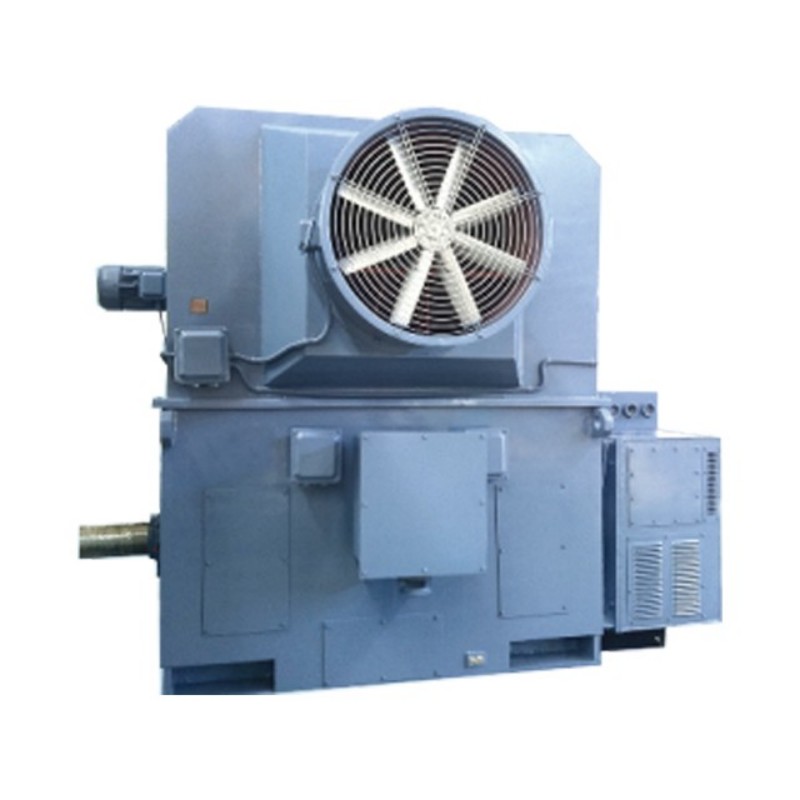
Расскажу на примере. Несколько лет назад мы искали надежного поставщика для серии асинхронных двигателей 6 кВ для привода насосов. Одним из кандидатов была компания ООО Шаньдун Хуапуте электромашина. Честно говоря, изначально отнесся с осторожностью — много мелких фирм с громкими названиями. Но их сайт huapute.ru показался достаточно проработанным, с технической документацией, а не просто витриной. В описании компании указано, что они находятся в районе Чжоуцунь города Цзыбо — это, кстати, известный исторический промышленный кластер, что уже внушало некоторое доверие.
Мы запросили образец двигателя на 1000 кВт. Первое, на что обратили внимание при инспекции — это процесс вакуумно-нагнетательной пропитки (VPI). Они его не скрывали, показали цех. Это важный момент: качественная пропитка под вакуумом — это почти гарантия отсутствия воздушных пузырей в изоляции, которые становятся очагами частичных разрядов и последующего пробоя. У них использовалась пропитка на основе эпоксидного ангидридного состава, заявленного под класс F. Мы взяли образцы материалов для проверки.
А вот неудачный опыт был с другим поставщиком, из Хэбэя. Там тоже клятвенно заверяли о классе F и показывали красивые сертификаты. Но при вводе в эксплуатацию двух двигателей на мельничном комплексе, где присутствуют вибрации, через 8 месяцев произошел межвитковый пробой в одной из фаз. Вскрытие показало, что изоляция стержней была не монолитной после пропитки, виднелись расслоения. Скорее всего, технологический цикл пропитки был сокращен для экономии времени. Это классическая ?болезнь? при работе с недобросовестными заводами — экономия на процессе, а не на материалах, которую с первого взгляда не обнаружишь.
На что смотреть при выборе помимо сертификата?
Сертификат — это хорошо, но это бумага. Первое — это открытость производства. Если поставщик готов показать цех изоляции и пропитки, это уже плюс. Нужно смотреть на чистоту в цехе: пыль и грязь — злейшие враги изоляции. Второе — это сырье. Кто поставщик эмальпровода, кто поставляет стеклослюдоленту, пропиточные лаки? Крупные, известные бренды сырья (например, Von Roll, Elantas, или ведущие китайские производители вроде Ronsen) — это индикатор.
Третье, и очень важное, — это система контроля. Насколько автоматизирован контроль толщины изоляции на сердечнике? Проводят ли 100% испытание на частичные разряды (PD-тест) на готовом статоре? Многие делают выборочно, но для ответственных применений это неприемлемо. У того же Хуапуте мы видели установку для PD-тестирования в конце линии, что нас тогда убедило.
И последнее — опыт в похожих применениях. Не стесняйтесь запрашивать список реализованных проектов, хотя бы в общих чертах (например, ?двигатели для мельниц SAG? или ?для главного циркуляционного насоса ТЭЦ?). Если двигатели работают в схожих тяжелых условиях (высокая влажность, абразивная пыль, частые пуски), это говорит о многом. Поставщик, который делает двигатели только для вентиляторов, может не учесть всех нюансов для, скажем, дробильного оборудования.
Тенденции и ?подводные камни? в современной изоляции
Сейчас многие переходят на безэпоксидные или эпоксидные, но без растворителей, системы. Это тренд на экологичность и, как ни странно, на надежность. Такие системы часто имеют лучшую теплопроводность, что способствует отводу тепла от медных жил. Но и здесь есть нюанс: они могут быть более требовательны к точности соблюдения технологии отверждения — температуре, времени.
Еще один камень преткновения — это адаптация к российским сетям. Китайские двигатели проектируются под свои стандарты напряжения и качества электроэнергии. Частые скачки напряжения, несимметрия, гармоники — все это создает дополнительные электрические нагрузки на изоляцию. Хороший поставщик должен это учитывать и, например, закладывать больший запас по толщине корпусной изоляции или использовать провод с усиленной эмалью. Вопрос: ?Адаптирована ли изоляционная система под возможные перенапряжения в сети?? — должен быть задан обязательно.
Также наблюдаю, что некоторые заводы начали активно предлагать системы с онлайн-мониторингом состояния изоляции — встроенные датчики температуры, датчики частичных разрядов. Для критически важных применений это будущее. Но важно, чтобы эти системы были не просто ?прикручены? сверху, а грамотно встроены в конструкцию, чтобы датчик действительно отражал состояние, а не был бутафорией.
Итоговые соображения: не гонитесь за дешевизной
В заключение скажу банальную, но от этого не менее важную вещь: с изоляцией высоковольтного двигателя экономить — себе дороже. Разница в цене между двигателем с условно-дешевой изоляцией и качественной системой может быть 15-25%. Но стоимость простоя оборудования, ремонта (а ремонт высоковольтной изоляции — это сложно и дорого) или замены двигателя превышает эту экономию в десятки раз.
Работа с такими поставщиками, как ООО Шаньдун Хуапуте электромашина, которые делают акцент на технологическом процессе и открыты к диалогу, в долгосрочной перспективе оказывается выгоднее. Их расположение в старом промышленном районе, как указано на их сайте, часто означает наличие опытных инженеров и устоявшиеся традиции качества, что для электромашиностроения критически важно.
Выбор поставщика — это не просто сравнение цен в таблице Excel. Это оценка технологической культуры, прозрачности и готовности нести ответственность за свою продукцию. И именно в деталях изоляции высоковольтных двигателей эта культура проявляется ярче всего. Поэтому вникайте, спрашивайте, смотрите. И тогда сотрудничество с китайскими партнерами будет не лотереей, а осознанным и надежным выбором.