
Китай: инновации в высоковольтных двигателях 6 кВ?
2026-03-16
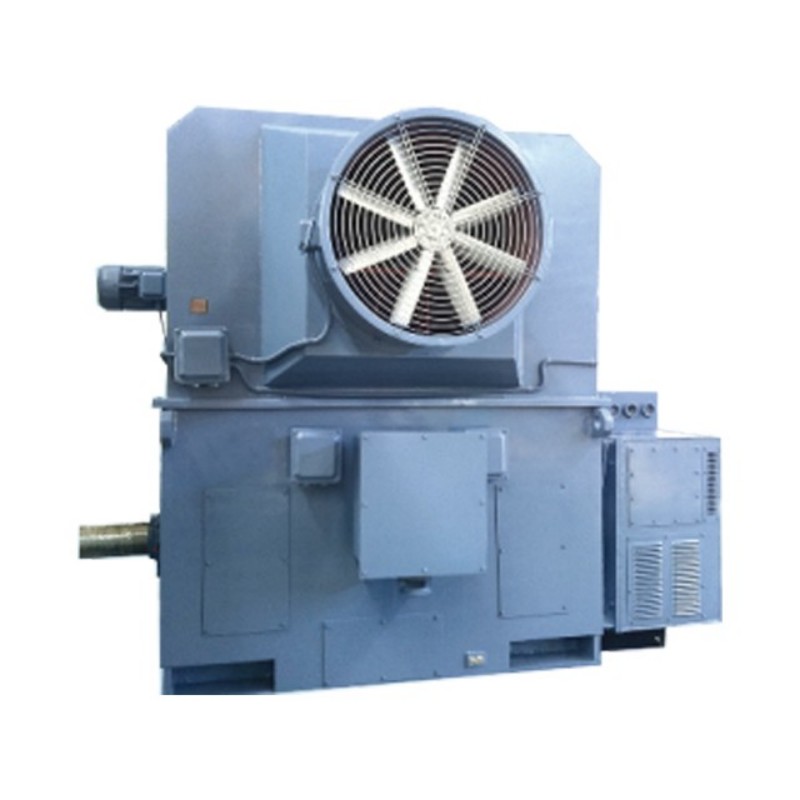
Когда говорят про инновации в высоковольтных двигателях 6 кВ в Китае, многие сразу думают о гигантских цифрах производства или громких заявлениях. Но реальность, как обычно, сложнее и интереснее. На самом деле, ключевой сдвиг последних лет — не столько в прорывных открытиях, сколько в глубокой, порой мучительной, доводке существующих технологий под реальные, часто экстремальные условия эксплуатации. Это история про материалы, охлаждение и, как ни странно, про умение слушать заказчика.
Откуда растут ноги: не мощность, а надежность
Раньше главным параметром была номинальная мощность. Сейчас же, особенно для приводов насосов, вентиляторов и мельниц, на первый план вышла надежность в продолжительном режиме работы с переменной нагрузкой. Вот тут и начинается самое интересное. Класс изоляции F — это уже стандарт де-факто, но китайские производители, такие как ООО Шаньдун Хуапуте электромашина, пошли дальше, активно внедряя системы вакуумной пропитки обмоток (VPI) с эпоксидными смолами. Это не просто для галочки. На собственном опыте сталкивался, как после перехода на такую технологию у одного из двигателей для угольного разреза резко снизилось количество отказов из-за вибрации и агрессивной среды. Но и здесь есть нюанс — качество самой смолы и точность соблюдения температурного режима в процессе. Были случаи, когда экономия на материале приводила к микротрещинам после нескольких тепловых циклов.
Еще один момент, который часто упускают из виду в общих статьях, — это конструкция подшипниковых узлов. Для двигателей на 6 кВ с высокой частотой вращения проблема виброустойчивости стоит остро. Китайские инженеры все чаще отходят от стандартных решений, предлагая гибридные опоры или встроенные системы мониторинга вибрации. Это не всегда указано в каталогах, но становится ключевым аргументом при выборе, например, для цементных заводов, где пыль — убийца обычных подшипников.
И конечно, система охлаждения. Воздушное охлаждение (IC 611) по-прежнему доминирует, но все чаще видишь запросы на IC 81W (водяное охлаждение кожуха). Особенно для установок в тесных помещениях или с высоким ambient temperature. Здесь китайские производители проявили гибкость, научившись эффективно интегрировать теплообменники в корпус, не увеличивая радикально габариты. У того же Хуапуте в линейке есть модели, где это реализовано довольно элегантно, хотя первые прототипы, помнится, страдали от коррозии в местах сварки трубок.
Материалы: тихая революция изнутри
Если говорить про сталь сердечника, то переход с обычной электротехнической стали на сорта с ориентированной зернистой структурой (хотя и не повсеместно) позволил снизить потери на гистерезис. Это кажется мелочью, но для двигателя на 2500 кВт, работающего круглосуточно, экономия за год становится очень ощутимой. Правда, здесь есть обратная сторона — такая сталь более капризна в обработке, требует особого подхода к штамповке, и не каждый завод готов на такие затраты.
Провод обмотки — отдельная тема. Медь остается королевой, но изоляция на основе слюды и полиимидных пленок стала тоньше и термостойче. Это позволило, при том же сечении паза, уложить больше меди, повысив КПД. Видел отчет по испытаниям одного двигателя от завода в Цзыбо (как раз регион, где базируется Шаньдун Хуапуте), где такой подход дал прирост эффективности почти на 0,5% в номинальном режиме. Цифра, на которую раньше не обращали внимания, а теперь борются за каждую десятую.
Лак для пропитки. Казалось бы, второстепенная деталь. Но именно его стойкость к частичным разрядам (коронным разрядам) в высоковольтных обмотках часто становится ахиллесовой пятой. Китайские химические компании, сотрудничая с производителями двигателей, разработали составы с нанонаполнителями, которые существенно повысили стойкость к treeing (образованию древовидных каналов пробоя). Это результат не теоретических изысканий, а анализа реальных отказов на электростанциях.
Электроника и управление: не мотором единым
Современный высоковольтный двигатель — это уже редко просто мотор. Это узел в системе, управляемый частотным преобразователем (ЧП). И здесь китайские инновации идут в сторону совместимости. Раньше была головная боль с перенапряжениями на выводах обмотки при длинных кабелях между ЧП и двигателем. Сейчас многие производители, включая упомянутую компанию, предлагают в качестве опции двигатели с фильтрами du/dt или даже с интегрированными синус-фильтрами на клеммной коробке. Это решение из коробки снимает массу проблем у конечного пользователя.
Системы встроенного мониторинга температуры, вибрации и частичных разрядов (PD) становятся все более распространенными. Но что важно — данные с них теперь часто выводятся по стандартным промышленным протоколам (Modbus TCP, Profinet), а не по каким-то закрытым интерфейсам. Это упрощает интеграцию в общую АСУ ТП завода. На одной из обогатительных фабрик в Сибири видел, как такая система на китайских моторах позволила предсказать развитие межвиткового замыкания за две недели до критического отказа.
Однако есть и подводные камни. Активное внедрение датчиков иногда приводит к излишней сложности и снижению общей надежности самой системы мониторинга. Простой пример: датчик температуры встроенный в обмотку вышел из строя. Чтобы его заменить, нужно вскрывать двигатель, что сопоставимо с капитальным ремонтом. Поэтому сейчас тренд — на разумный минимализм и резервирование только ключевых точек контроля.
Кейс из практики: насосная станция и проблема с пуском
Хочу привести пример, который хорошо иллюстрирует, как инновации сталкиваются с суровой реальностью. Был проект — насосная станция с двигателями 6 кВ, 1600 кВт. Двигатели новые, с улучшенными характеристиками, от надежного поставщика, того же ООО Шаньдун Хуапуте электромашина (их сайт, кстати, https://www.huapute.ru, полезно посмотреть актуальные модели). Все испытания на заводе прошли идеально.
Но на месте, при первом пуске, возникла сильная вибрация на определенных оборотах. Стандартная проверка центровки ничего не дала. Оказалось, проблема в механическом резонансе всей конструкции — фундамент, рама насоса, вал. Двигатель-то был хорош, но его ротор имел немного другую критическую скорость из-за примененных новых материалов и облегченной конструкции. Производителю пришлось оперативно направлять инженеров. Решение нашли не в двигателе, а в доработке фундаментной плиты и установке демпфирующих прокладок. Это был урок: инновации в самом изделии должны учитывать его взаимодействие с внешним миром.
После доработки двигатели отработали уже более 40 тысяч часов без нареканий. Этот случай также показал важность послепродажной поддержки. Компания из Цзыбо, с ее долгой историей в промышленном районе, отреагировала быстро и профессионально, не списывая все на неправильный монтаж.
Взгляд вперед: куда дует ветер?
Если пытаться угадать тренды, то это будет дальнейшая интеграция. Двигатель как черный ящик уходит в прошлое. Будущее за интеллектуальными агрегатами, где силовая часть, датчики и даже элементы управления физически и информационно объединены. В Китае уже есть опытные образцы, где блок управления частотником монтируется прямо на корпусе двигателя, сокращая длину силового кабеля до нуля и решая множество проблем ЭМС.
Второе направление — экологичность. Речь не только о КПД, но и о полном жизненном цикле. Поиск альтернатив классическим изоляционным лакам, возможность легкой утилизации материалов. Это пока в зачаточном состоянии, но запрос от европейских заказчиков уже формируется.
И наконец, цифровой двойник. Не просто паспорт с параметрами, а полноценная 3D-модель с данными по тепловым и электромагнитным полям, которая позволяет заранее, до изготовления, спрогнозировать поведение двигателя в конкретной системе. Некоторые ведущие китайские фабрики, и я уверен, что Хуапуте среди них, уже инвестируют в это. Пока это инструмент для инженеров, но в перспективе такие данные могут поставляться заказчику для интеграции в цифровую модель всего его предприятия.
Итог? Инновации в сегменте высоковольтных двигателей 6 кВ в Китае сегодня — это прагматичное, итеративное улучшение проверенных решений, подкрепленное мощной производственной базой и растущим вниманием к надежности и системному подходу. Это уже давно не копирование, а осмысленная адаптация и развитие технологий под запросы глобального рынка.